
1.已知组成环,求封闭环
根据各组成环基本尺寸及公差(或偏差),来计算封闭环的基本尺寸及公差(或偏差),称为“尺寸链的正计算”。这种计算主要用在审核图纸,验证设计的正确性。
如下例:
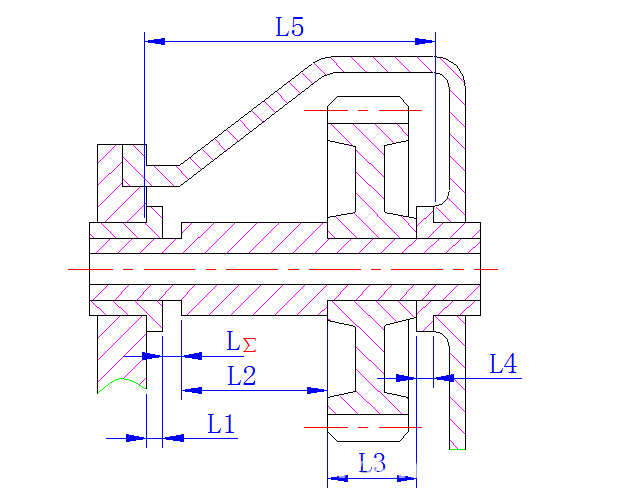
例如齿轮减速箱装配后,要求轴承左端面与左端轴套之间的间隙为L∑ 。此尺寸可通过事先检验零件的实际尺寸L1、L2、L3、L4、L5 ,就可预先知L∑的实际尺寸是否合格?公众号《机械工程文萃》,工程师的加油站!
2.已知封闭环,求组成环
根据设计要求的封闭环基本尺寸及公差(或偏差),反过来计算各组成环基本尺寸及公差(或偏差),称为“尺寸链的反计算”。
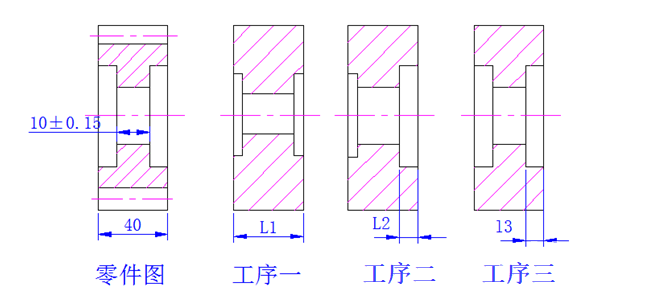
如齿轮零件轴向尺寸加工,采用的工序如图,现需控制幅板厚度10土0.15,如何控制L1、L2、L3
工序1;车外圆,车两端面后得L1=40
工序2;车一端幅板,至深度L2.
工序3:车另一端帽板,至深度L3。并保证10士0.15。
由上述工序安排可知,幅板厚度10士0.15是按尺寸L1、L2、l3加工后间接得到的。因此,为了保证10士15,势必对L1,L2,L3的尺寸偏差限制在一定范围内。即已知封闭环L∑ =10士0.15,求出各组成环L1,L2,L3尺寸的上下偏差。
3.已知封闭环及部分组成环,求其余组成环
根据封闭环和其他组成环的基本尺寸及公差(或偏差)来计算尺寸链中某一组成环的基本尺寸及公差(或偏差)。其实质属于反计算的一种,也可称作“尺寸链的中间计算”。这种计算在工艺设计上应用较多,如基准的换算,工序尺寸的确定等。
总之,尺寸链的基本理论,无论对机器的设计,或零件的制造、检验,以及机器的部件(组件)装配,整机装配等,都是一种很有实用价值的。如能正确地运用尺寸链计算方法,可有利于保证产品质量、简化工艺、减少不合理的加工步骤等。尤其在成批、大量生产中,通过尺寸链计算,能更合理地确定工序尺寸、公差和余量,从而能减少加工时间,节约原料,降低废品率,确保机器装配精度。
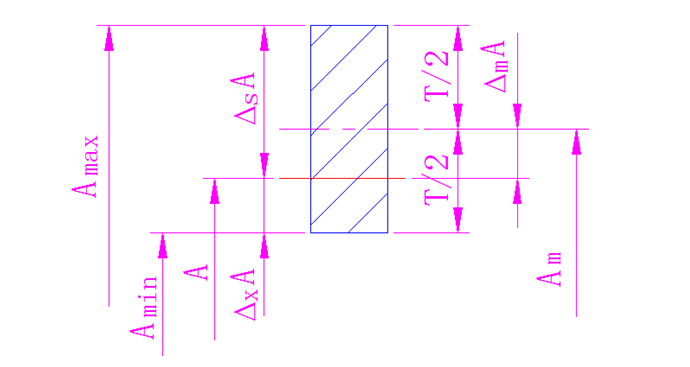
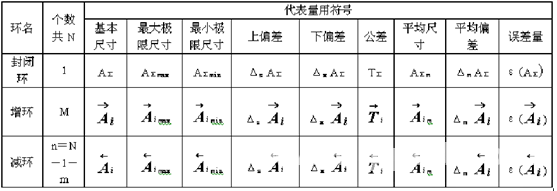
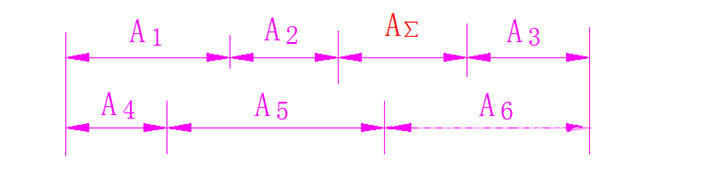
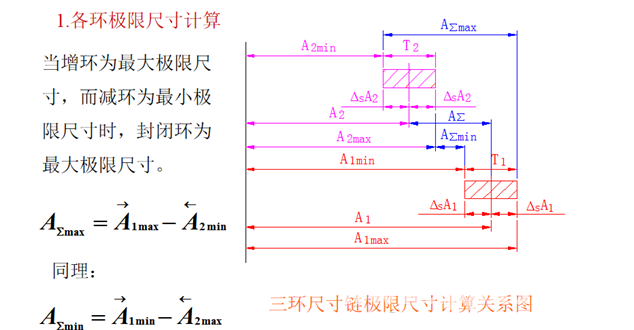
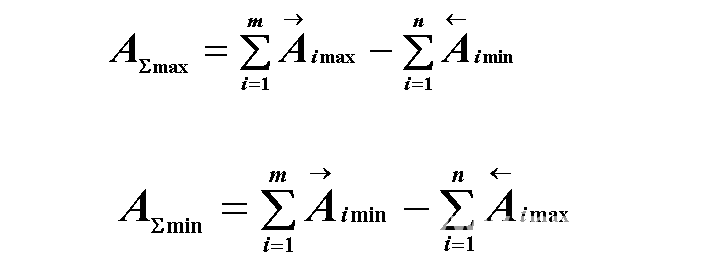
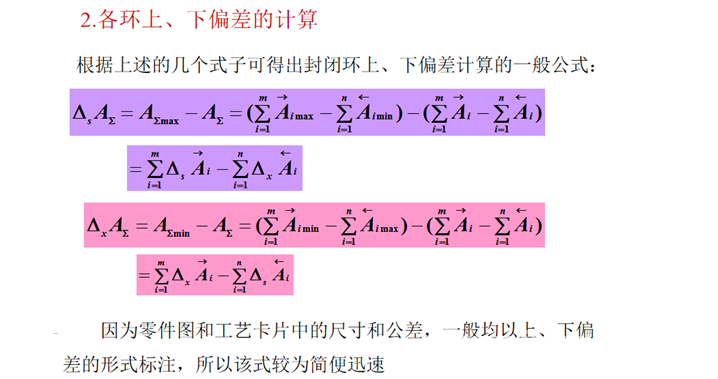
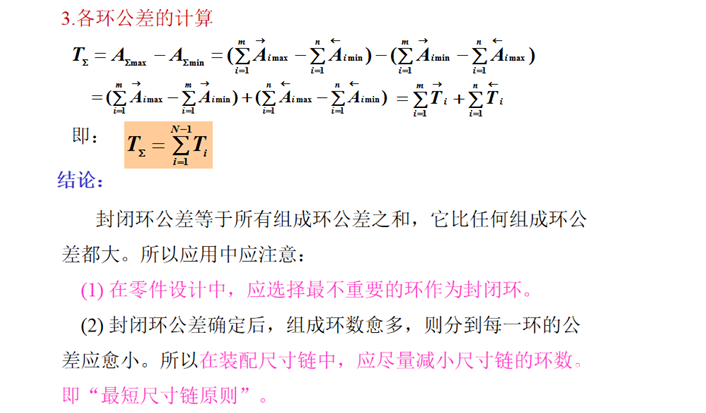
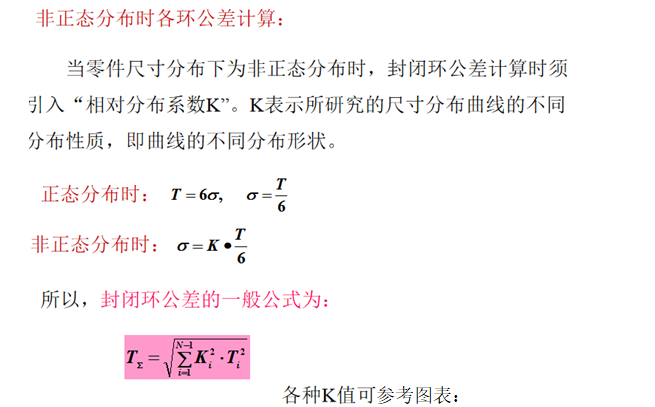
一、尺寸链计算的基本公式
尺寸、偏差及公差之间的关系:



声明:部分内容来源于网络,仅供学习、交流。版权归原作者所有。如有不妥,请联系删除。
