看到结果有时会觉得很容易,但整个过程却充满了荆棘!你一眼能看到山,但你一秒可到达不了山巅!
故障现象:吊具中锁下无动作,中锁下指令正常,中锁横移最大位,中锁横移油缸无动作,手动捅电磁阀无反应,更换吊具207#后报网关通讯故障,更换上吊具221后试车正常。
206#吊具回到基地测试的状态:吊具20尺,中锁双箱分开间距较大。吊具单箱20/40伸缩均正常,发出中锁下指令没有反应。
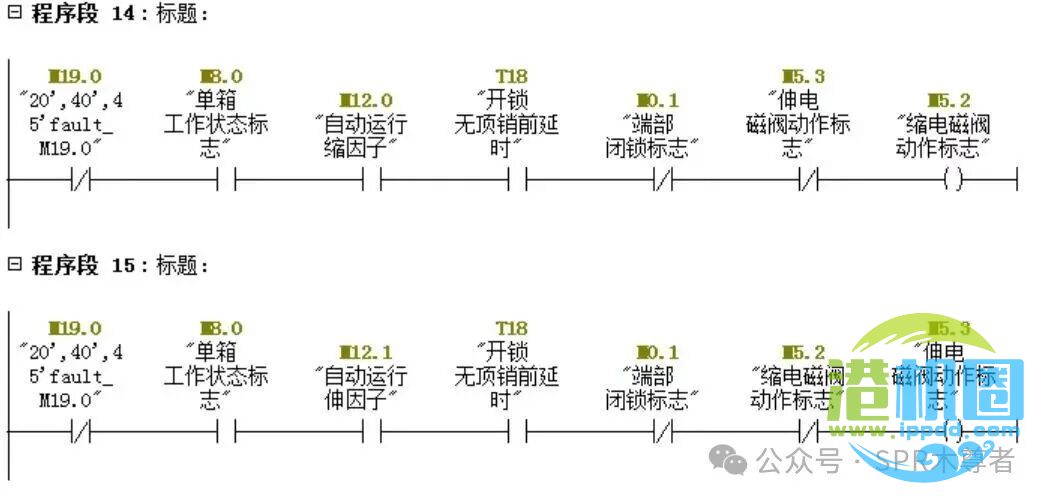
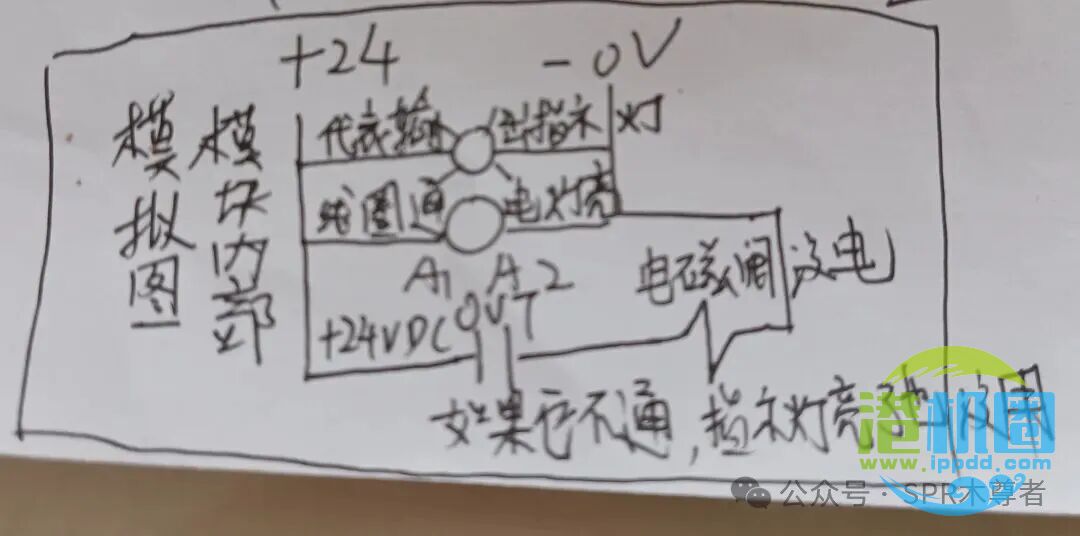
故障分析:此次主要分析206#吊具故障,上图是中锁伸缩的部分逻辑。在我们实际排查故障时很难去用电脑,那么就要靠平常我们积累的经验(故障排查成功的过程)和掌握的程序去判断后再一一排查。
一从单箱伸缩正常的情况来看,至少说明几处限位没有问题:20/40/45正常,单箱信号正常,所有开锁限位正常,闭锁限位正常,着床限位正常。为什么,因为这些是限制单箱伸缩的一些基本条件;
二中锁下时什么动作都没有,并不能说明模块有输出,缩电磁阀连线有电,电磁阀插头有电,电磁阀线圈是好的。这几点就是我们接下来要检查和验证的几个点。
故障排查过程:在检查之前我们还观察了模拟箱吊具PLC的启动过程,如果吊具有某些故障PLC扫描会有提示,为我们检查缩小故障范围。观察plc在吊具的接收指令后模块扫描有没有报错(plc上扫描点模块灯会闪或灭),这次没有报错排除掉模块本身故障。接下来就要对几个点检查一遍,有时候有些故障在动态条件才会出现,就比如你一动吊具的时候某点会一闪、常亮等,你不动吊具这些点又没有反应。反复测试各个点,确认24V+到没到。

一按照206#吊具程序设计原理,吊具在从40尺缩到20英尺信号亮时中锁方箱必须回到0(0间隙)位置。中锁方箱分开距离较大,没有反应要检查海陆侧的零位(0间隙)限位是否正常,限位限位限制的就是吊具在我们发出相应指令后必须停顿在某个具体位置(即到位后切断相应的电磁阀输出),我们共检查了0间隙限位、连线、模块插头、模块输入点。
二伸到40尺动中锁下指令时同样检查了40尺限位各处可能故障点,40尺是中锁下必要条件。这两处检查完吊具还是没有反应,这些点也正常。没有查到故障点,所有相关联的地方都要怀疑。


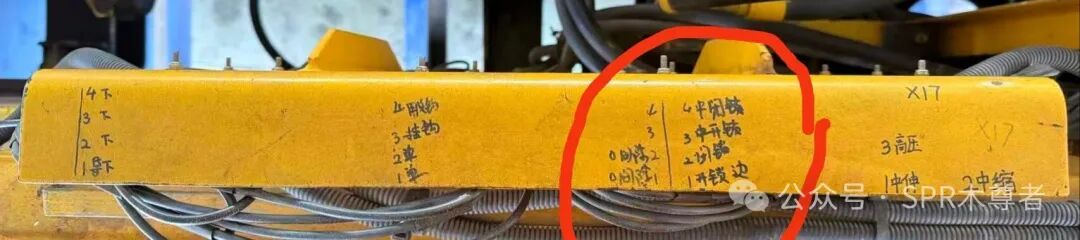
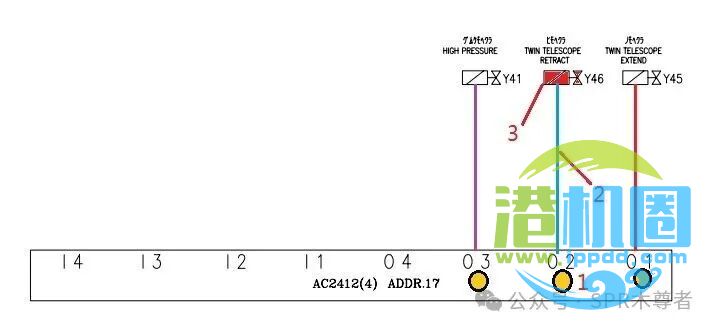
1.在动中锁下指令时观察X17模块第二点有输出,这里注意,输出指示灯亮不代表模块这个输出点有+24vdc输出。
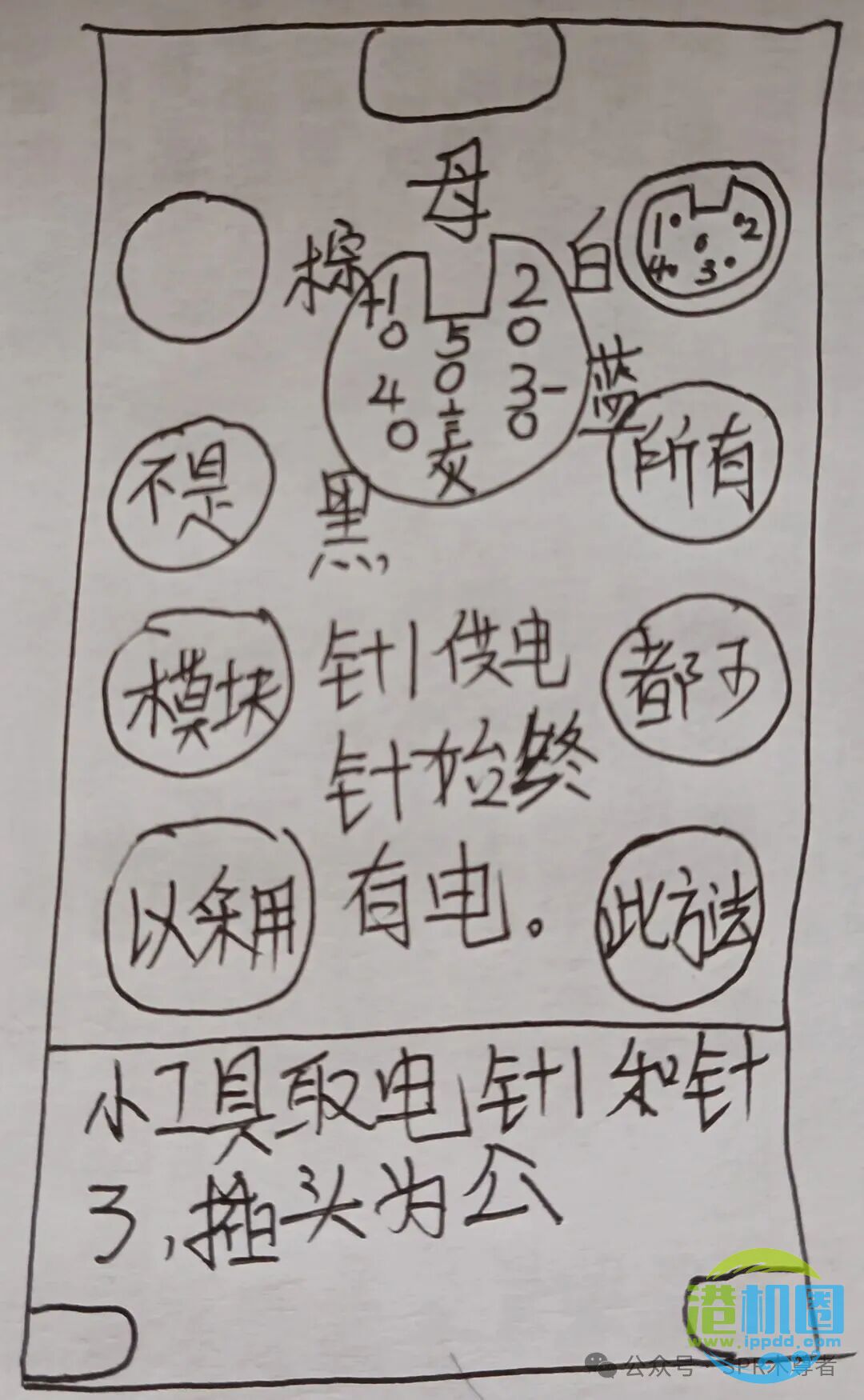
2用自制小工具测试从模块到电磁阀的连线有没有24V+,正常;小工具接线参考图纸,注意线的颜色别接错短路了!
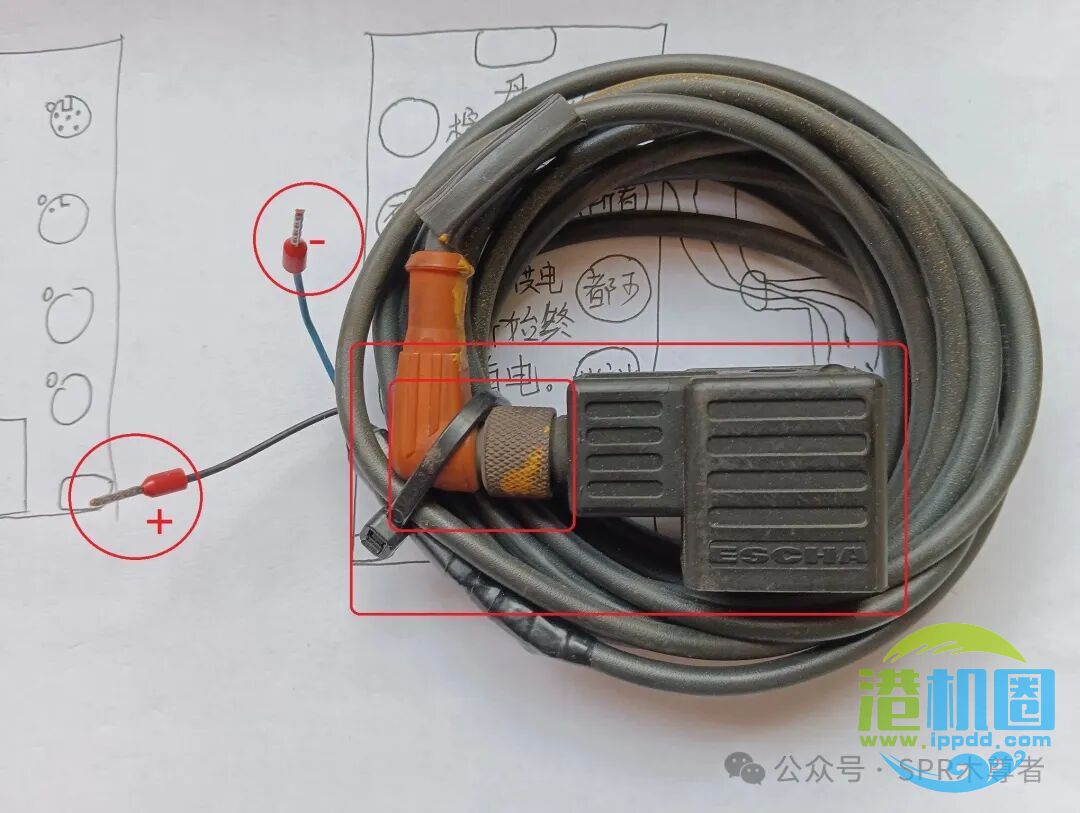
3小工具测试电磁阀插头有没有24V+,正常;小工具测试线圈,中锁伸缩正常;经过测试可以确定连线、插头、线圈都正常。

4.把红色123正常接好,重新连接测试小工具(小工具有好几种款式),小工具插头直接插在中锁缩模块输出点上,看小工具插头上的灯💡结果💡没亮即没电⚡。最终怀疑到模块本身可能存在问题,也就是模块输出坏掉了。
5.使用替换法换上同型号模块AC2417,再次测试,中锁动作恢复正常。
