随着高速动车组运营速度的提高,特别是“复
兴号”系列动车组的批量运营,列车的制动可靠性
成为了轨道交通行业关注的重点。制动盘作为高
速动车组制动系统的关键部件,制动功率大,运用
工 况 复 杂 ,其 紧 固 件 连 接 性 能 对 列 车 制 动 盘 的 可
靠性起着至关重要的作用[1-2]。
高 速 列 车 轮 装 制 动 盘 为 法 兰 式 圆 盘 状 结 构 ,
由多颗螺栓连接到轮辐两侧。紧固螺栓安装预紧
力的准确性和一致性是决定产品紧固性能的重要
因素,也是评价产品安装质量的重要指标[3]。但高
速 列 车 轮 装 制 动 盘 的 运 用 工 况 复 杂 ,产 品 结 构 紧
凑 ,螺 栓 预 紧 力 的 精 细 化 设 计 成 为 了 制 动 盘 开 发
过程中的难点问题;同时,在当前传统扭矩法的拧
紧 工 艺 下 ,紧 固 件 摩 擦 系 数 的 离 散 性 会 影 响 安 装
预 紧 力 的 精 确 控 制[4-5]。文 中 深 入 研 究 制 动 盘 的
紧固技术,以 VDI2230 高强度螺栓连接理论(以下
简称“VDI2230 理论”)为基础,建立适用于轮装制
动盘的紧固连接计算模型,确定螺栓目标预紧力;针对工业生产中制动盘螺栓安装预紧力的控制要
求 ,开 发 轮 装 制 动 盘 扭 矩 — 转 角 法 组 装 工 艺 。提
高工业化生产中制动盘螺栓预紧力的准确性和一致性,达到提升制动盘可靠性的目的。
1 紧固连接计算
以某型号速度 350 km/h 高速动车组轮装制动
盘为研究对象,研究紧固连接理论,建立紧固连接
计 算 模 型 ,确 定 螺 栓 目 标 预 紧 力 。该 计 算 以
VDI2230 理论为基础,结合轮装制动盘的结构特点
及服役特性,对制动盘螺栓进行紧固分析。
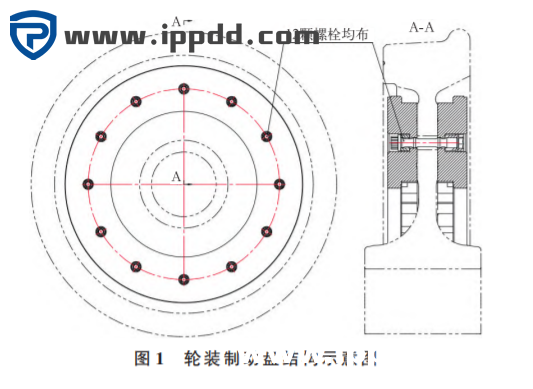
轮装制动盘由螺栓和螺母把盘体紧固连接到
轮辐两侧,如图 1 所示。列车制动时,闸片与制动
盘摩擦对车轮产生制动扭矩。列车制动过程中将
动 能 转 化 成 热 能 ,摩 擦 制 动 产 生 的 热 能 被 制 动 盘
储 存 并 逐 步 传 递 到 车 轮 和 空 气 中[6-8]。制 动 过 程
中 ,制 动 盘 螺 栓 需 要 提 供 满 足 制 动 扭 矩 所 需 的 最
小 夹 紧 力 ,需 要 考 虑 由 于 微 观 嵌 入 作 用 和 温 度 变
化 引 起 的 预 紧 力 损 失 ,考 虑 工 作 载 荷 对 螺 栓 轴 力
的影响[9]。1.1 受力模型
根 据 轮 装 制 动 盘 的 结 构 特 点 ,将 法 兰 结 构 多
螺栓连接问题简化为同心夹紧和同心加载的单螺栓 连 接 问 题 ,建 立 螺 栓 的 受 力 模 型[10]。连 接 结 构
的简化模型如图 2 所示,连接结构受力模型如图 3
所示。


1.2 校核计算
1.2.1 确定最小夹紧力
制动盘螺栓需要提供满足制动扭矩所需的最
小夹紧力 FKerf 为式(1):

式 中 :FKerf 为 最 小 夹 紧 力 ;FQ max 为 螺 栓 横 向 载 荷 ;i 为螺栓数量;qF 为分界面数量;μT min 为分界面间的
最小摩擦系数。
1.2.2 确定工作载荷
列 车 高 速 运 行 过 程 中 ,制 动 盘 承 受 频 繁 振 动
冲 击 力 FA1,列 车 高 速 制 动 过 程 中 ,螺 栓 承 受 盘 体
热膨胀带来的热载荷 FA2。
则螺栓附加工作载荷为式(2):

式中:Φ 为载荷系数。
由 于 振 动 冲 击 引 起 的 夹 紧 件 附 加 工 作 载 荷
为式(3):
紧固连接模型的载荷系数为式(4):

式中:δp 为夹紧件的柔度;δs 为螺栓的柔度。
1.2.3 确定预紧力的变化量
各分界面和螺纹间的微观压溃会导致螺栓安
装预紧力的衰减,安装预紧力的衰减量为式(5):

式中:fZ 为微观压溃量。
由于制动盘螺栓和夹紧件具有不同的热膨胀
系数,当制动过程中温度发生变化时,安装预紧力
会发生衰减,衰减量为式(6):

式 中 :lK 为 夹 紧 长 度 ;ΔTS 为 螺 栓 的 温 度 变 化 量 ;ΔTP 为夹紧件的温度变化量;ESRT 为螺栓室温弹性
模量;EST 为螺栓工作温度下弹性模量;EPRT 为夹紧
件 室 温 弹 性 模 量 ;EPT 为 夹 紧 件 工 作 温 度 下 弹 性
模量。
1.2.4 确定安装预紧力
考虑到制动盘工作过程中安装预紧力的变化
量 和 工 作 载 荷 对 螺 栓 轴 力 的 影 响 ,结 合 满 足 制 动
扭 矩 所 需 的 最 小 夹 紧 力 ,可 以 确 定 制 动 盘 螺 栓 的
最小安装预紧力为式(7):

确定最大安装预紧力为式(8):

式中:αA 为拧紧系数。
1.2.5 校核螺栓的安装预紧力
螺栓所允许的最大安装预紧力为式(9):

式中:A0 为螺栓最小横截面积 ;RP0.2min 为螺栓最小
屈服强度;μG 为螺纹间摩擦系数;P 为螺距;d0 为螺
栓最小直径;d2 为螺栓的螺纹中径。
螺栓安装预紧力需满足 FM max ≤ FMzul。
1.2.6 校核螺栓的工作应力
螺栓的最大轴向载荷为式(10):

螺栓最大拉应力为式(11):

螺栓最大扭转剪切应力为式(12):

其中,

螺栓最大等效应力为式(15):

螺栓工作应力安全系数需满足式(16):

1.2.7 校核螺栓的交变应力
连接螺栓交变应力幅为式(17):

式 中 :FSAo 为 最 大 轴 向 附 加 载 荷 ;FSAu 为 轴 向 最 小
附加载荷;AS 为螺纹应力截面积。
ND ≥ 2 × 106 交变次数的参考值:


式(20):

1.2.8 校核表面抗压强度

式中:pM max 为装配状态表面最大压应力;pB max 为工 作状态表面最大压应力 ;Ap 为螺栓或螺母支承面 积;pG 螺栓、螺母或垫圈的最大许用压应力。
1.2.9 校核抗滑移能力
紧 固 连 接 模 型 中 ,螺 栓 的 横 向 载 荷 需 要 承 担
制动扭矩,因此: 最小残余夹紧力:FKR min = FKerf
承担横向载荷所需的最小夹紧力为式(21):

抗滑移安全系数需满足如下要求为式(22):

1.3 结果分析
按 照 建 立 的 计 算 模 型 ,结 合 制 动 盘 的 运 用 工
况,对制动盘螺栓的安装预紧力进行校核计算,计
算结果见表 1。
从 计 算 结 果 可 以 看 出 ,满 足 运 用 要 求 的 预 紧
力 控 制 范 围 在 40~65 kN 之 间 ,该 范 围 内 ,SF、SD、
SPG、SBG、SG 大于等于 1. 0。各项安全系数满足运用
要 求 。考 虑 装 配 过 程 中 安 装 预 紧 力 的 离 散 性 ,确
定扭矩—转角法工艺开发过程中螺栓的目标预紧力为 55 kN。

2 工艺参数研究
通过扭拉试验,研究紧固件的扭拉特性,探索
初步的扭矩—转角法组装工艺参数。试验室扭拉
特性测试设备为 Schatz 卧式拧紧试验机。
2.1 扭拉试验
考虑到螺纹配合界面间摩擦系数、毛刺、凸起
等 离 散 性 因 素 的 影 响 ,试 验 时 先 对 螺 母 施 加 一 定
预 紧 扭 矩 ,然 后 再 拧 松 螺 母 ,对 螺 纹 进 行 磨 合 ,最
后按目标预紧力进行扭拉测试试验。取 5 套紧固
件作为试验样本进行测试,试验结果如图 4 所示。
贴紧扭矩达到 30 N⋅m 时,试验螺栓扭拉关系
曲线全部进入线性段,表明紧固件已经完全贴合。考 虑 到 拧 紧 时 摩 擦 系 数 具 有 一 定 的 离 散 性 ,为 了
保 证 所 有 螺 栓 均 完 全 贴 合 ,贴 紧 扭 矩 通 常 为 试 验
值的 1. 3 倍,因此初步确定贴紧扭矩为 40 N⋅m。拧
紧试验过程中,扭矩达到 4 N⋅m 时,开始记录扭转
角度,当螺栓轴力达到目标预紧力时,各试验样本
的扭矩转角度见表 2,扭转角度均值为 79. 5°。确定
初步的工艺参数为 40 N⋅m+79. 5°。
2.2 参数修正
试 验 室 扭 拉 试 验 机 的 夹 紧 层 材 料 为 铝 合 金 ,
制动盘的实际夹紧层材料为铸钢,分析对比 2 种夹
层 材 料 的 弹 性 模 量 ,见 表 3。由 表 3 可 知 ,扭 拉 试
验机的夹层刚度小于制动盘的夹层刚度。因此采
用 扭 矩 转 角 法 进 行 组 装 时 ,扭 拉 试 验 测 得 的 扭 转
角度要大于实际组装过程中的扭转角度。有必要
对扭拉试验测得的扭转角度进行修正。
扭矩—转角法是在组装过程中螺纹紧固件达
到 规 定 的 起 始 扭 矩 后 ,再 转 动 螺 纹 件 达 到 目 标 角
度 的 一 种 紧 固 件 安 装 方 法[11]。具 体 原 理 为 :螺 纹
副相对转动一定的角位移后使螺栓产生一定的轴向 伸 长 量 ,从 而 产 生 轴 向 预 紧 力 。根 据 扭 矩 — 转
角 法 的 拧 紧 原 理 建 立 螺 栓 的 受 力 三 角 形 模 型 ,如
图 5 所示。




由 图 5 可 以 看 出 ,拧 紧 螺 母 达 到 贴 紧 扭 矩 40
N⋅m 时 ,螺 栓 轴 力 为 F0,螺 栓 变 形 量 为 lS0,夹 紧 件
的 变 形 量 为 lP0。当 不 停 顿 继 续 拧 紧 ,并 开 始 记 录
扭转角度,扭转角度达到 λ 时,螺栓轴力达到目标
预紧力 FM,螺栓变形量为 lSM,夹紧件变形量为 lPM,
由此可以得出:
螺栓的弹性变形量为式(23):

式中:η 为修正系数。
结 合 轮 装 制 动 盘 的 实 际 工 况 参 数 可 以 得 出 :修 正 系 数 η=0. 55,制 动 盘 作 为 夹 紧 层 时 λ钢 =
43.76°。根据实际组装工况对扭转角度进行取整,
从而确定初步的工艺参数为 40 N⋅m+45°。考虑到
实 际 组 装 条 件 影 响 因 素 较 多 ,该 工 艺 参 数 还 需 在
工程实践中进行验证。
3 组装验证试验
为了验证试验室扭矩—转角法工艺参数的准确性,确定扭矩—转角法的最终工艺参数,进行组
装验证试验。
3.1 试装试验
在组装现场对初步的扭矩—转角工艺参数 40
N⋅m+45° 进 行 试 装 ,试 验 样 本 为 1 套 轮 装 制 动 盘
(包 括 12 颗 螺 栓),组 装 设 备 为 Atlas 自 动 拧 紧 机 。组 装 完 成 后 ,采 用 超 声 波 轴 力 测 试 设 备 对 螺 栓 预
紧力进行测试,记录螺栓的预紧力值。
扭 矩 — 转 角 工 艺 参 数 为 40 N⋅m+45°时 ,试 验
结果如图 6 所示,1 套制动盘 12 螺栓共测得 8 个有
效预紧力值。

从图 6 可以看出,当扭矩—转角工艺组装参数
为 40 N⋅m+45°时 ,测 得 的 安 装 预 紧 力 均 小 于 目 标
预 紧 力 ,因 此 该 扭 矩 — 转 角 工 艺 组 装 参 数 不 满 足
工程应用要求,需要对扭转角度进行调整。
3.2 参数调整试验
根 据 试 装 情 况 ,增 大 扭 转 角 度 进 行 参 数 调 整
试验,扭矩—转角工艺参数分别为 40 N⋅m+47. 5°、
40 N⋅m+50°和 40 N⋅m+52. 5°,每 个 工 艺 参 数 试 验
样本均为 1 套轮装制动盘,试验结果如图 7 所示。

由图 7 可以看出,第 1 组制动盘组装工艺参数
为 40 N⋅m+47. 5°,安装预紧力范围为 48~54 kN,均
小 于 目 标 预 紧 力 ;第 2 组 制 动 盘 组 装 工 艺 参 数 为40 N⋅m+50°,安装预紧力范围为 52~57 kN,安装预
紧力围绕目标预紧力上下波动;第 3 组制动盘组装
工 艺 参 数 为 40 N⋅m+52. 5° ,安 装 预 紧 力 范 围 为
54~62 kN,大 部 分 安 装 预 紧 力 大 于 目 标 预 紧 力 。因此确定适用于制动盘组装的扭矩转角工艺参数
为 40 N⋅m+50°。
3.3 扩大样本试验
为了验证轮装制动盘扭矩—转角工艺组装参
数(40 N⋅m+50°)的 适 应 性 ,确 定 扭 矩 — 转 角 法 组
装工艺的监控扭矩,进行扩大样本组装试验,试验
样 本 为 4 套 制 动 盘(每 套 12 颗 螺 栓),在 A、B 2 个
不 同 的 组 装 厂 进 行 试 验 。具 体 试 验 方 案 :在 A 厂
组装 1 套制动盘,采用相同批次紧固件;在 B 厂组
装 3 套制动盘,其中 2 套为相同批次紧固件,1 套为
不 同 批 次 紧 固 件 。按 照 上 述 试 验 方 案 进 行 试 验 ,
对螺栓预紧力进行测试,试验结果如图 8 所示。

由 图 8 中(a)试 验 结 果 可 以 看 出 ,螺 栓 安 装
预 紧 力 分 布 在 50~65 kN 之 间 ,围 绕 目 标 预 紧 力
55 kN 上 下 波 动 ,一 致 性 较 好 ,满 足 预 紧 力 的 范 围
要 求 ,说 明 扭 矩 转 角 工 艺 参 数(40 N⋅m+50°)合 理
可行,具有良好的稳定性和适应性。
为了增强扭矩—转角法组装过程中异常件的
辨识能力,需要确定合理的扭矩范围,作为制动盘
组装过程中的监控扭矩。由图 8 中(b)试验结果可
以看出,安装扭矩分布在 137~175 N⋅m 之间,安装
扭 矩 一 致 性 较 好 ,考 虑 到 批 量 组 装 过 程 中 紧 固 件摩 擦 系 数 的 离 散 性 ,在 试 验 结 果 的 基 础 上 适 当 增
大监控扭矩范围为 130~190 N⋅m。
4 结 论
文 中 形 成 了 以 紧 固 连 接 计 算 为 依 据 ,以 扭 拉
试验结果为基础的紧固件扭矩—转角法组装工艺
开发流程。具体结论如下:
(1)基于 VDI2230 理论对高速动车组轮装制动
盘 进 行 紧 固 连 接 计 算 ,建 立 适 用 于 轮 装 制 动 盘 的
紧固连接计算模型,确定了螺栓目标预紧力。(2)通过扭拉试验,研究了紧固件的扭拉特性
和 初 步 的 扭 矩 — 转 角 工 艺 参 数 ,提 出 了 以 试 验 为
基 础 的 工 艺 参 数 修 正 方 法 ,确 定 了 初 步 的 扭 矩 —
转角法组装工艺参数。
(3)通过工厂验证试验,明确了最终的扭矩—
转 角 工 艺 参 数 及 监 控 扭 矩 ,验 证 了 工 艺 参 数 的 稳
定 性 和 适 应 性 ,增 强 了 制 动 盘 组 装 工 艺 故 障 件 的
辨识能力。
本公众号由北京艾法斯特科技发展有限公司运营,欢迎大家技术交流,有感兴趣的朋友可以添加下面的微信号,进入我们的讨论群:

本公众号由北京艾法斯特科技发展有限公司运营,欢迎大家技术交流,请添加上面微信二维码,或致电联系我们:
杜:18601022409
共同探讨螺栓预紧力测量的相关技术和市场信息,共同推进此产业的发展,实现共赢。北京艾法斯特公司(www.ifast-sensor.com)专业从事超声、视觉螺栓预紧力测量技术,产品主要有螺栓预紧力测量仪系列产品、螺栓预紧力长期监测产品、智能紧固件、以螺栓轴力控制的智能紧固工具。


参考文献:
[1] 李和平,林祜亭 . 高速列车基础制动系统的设计研究
[J]. 中国铁道科学,2003,24(2):8-13.
[2] 焦标强,李继山,陈德峰,等 . 高速动车组制动盘试验
研究分析[J]. 铁道机车车辆,2011,31(5):97-99.
[3] 朱正德,林 湖 . 扭矩-转角法拧紧工艺条件下的装配
质 量 评 价 [J]. 机 械 工 业 标 准 化 与 质 量 ,2003(5):32-36.
[4] 陈 真 . 风力发电机组高强度螺栓连接技术研究[D].
重庆:重庆大学,2011.
[5] 马英广 . 发动机螺栓拧紧技术的研究[D]. 哈尔滨 :哈
尔滨工程大学,2006.
[6] 吕宝佳,李继山,焦标强,等 . 车辆阻力对高速动车组
制动盘热负荷的影响[J]. 铁道机车车辆,2015,35(3):31-32,58.
[7] 钱 坤 才 . 高 速 动 车 组 用 制 动 盘 的 研 究 [J]. 铁 道 车 辆 ,
2009,47(4):18-21,47-48.
[8] 夏 毅 敏 ,暨 智 勇 ,姚 萍 屏 . 高 速 动 车 组 制 动 盘 瞬 态 温
度 场 及 热 应 力 场 分 析 [J]. 郑 州 大 学 学 报(工 学 版),
2009,30(3):75-78.
[9] 卜 炎 . 螺纹联接设计与计算[M]. 北京:高等教育出
版社,1995.
[10] VDI-GPP. Systematic Calculation of Highly Stressed
Bolted Joints with one Cylindrical Bolt. VDI2230 Part 1
[S].Germany: Verein Deutsche Ingenieure,2015.
[11] 袁 军 . 汽车关键零部件螺纹联接的扭矩加转角控制
方法研究[D]. 上海:上海交通大学,2007.
