
3. 螺纹的定义:螺纹是一种在固体外表面或内表面上,有均匀螺旋线凸起的形状 。
 螺纹作用
螺纹作用
 机牙螺纹
机牙螺纹
 自攻螺纹
自攻螺纹
 自钻螺纹
自钻螺纹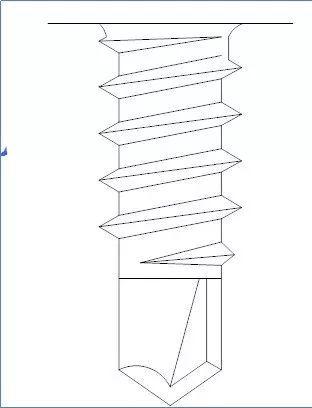

 车削加工
车削加工 锻造加工
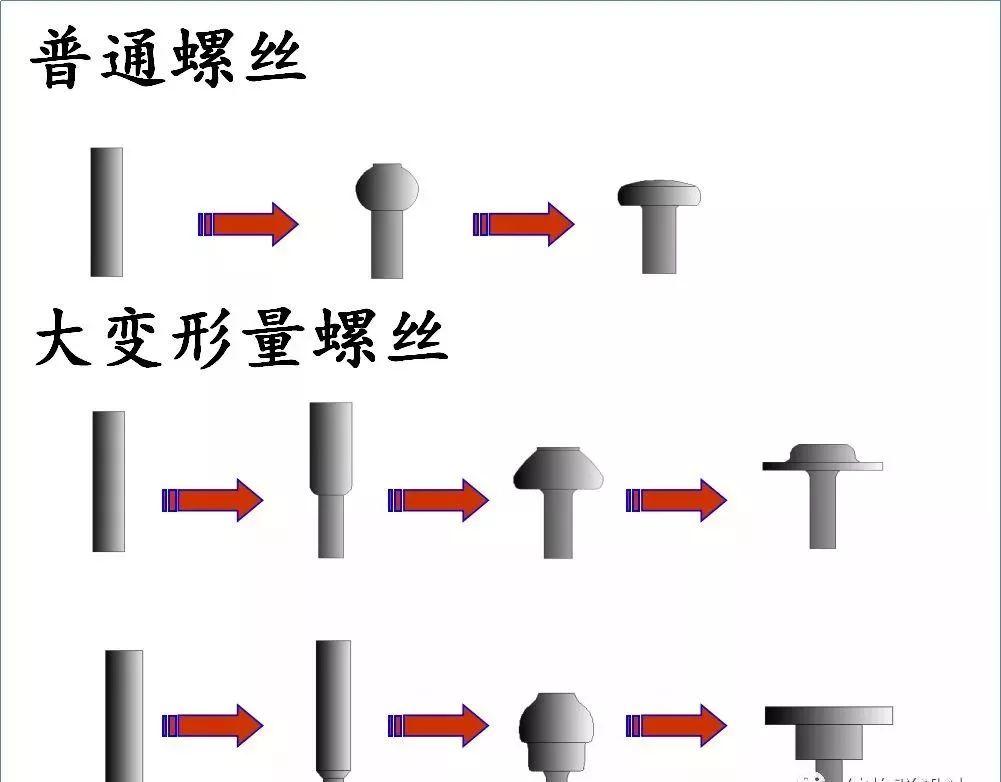
锻造加工 冷镦
冷镦
 机械牙螺丝
机械牙螺丝
 自攻牙螺丝
自攻牙螺丝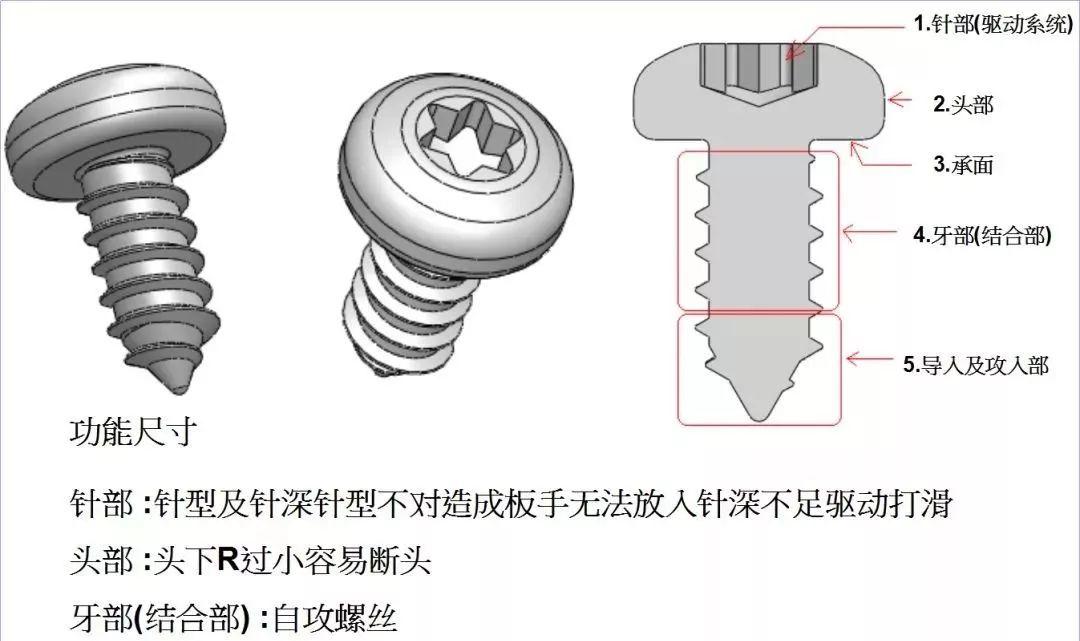
 三角牙螺丝
三角牙螺丝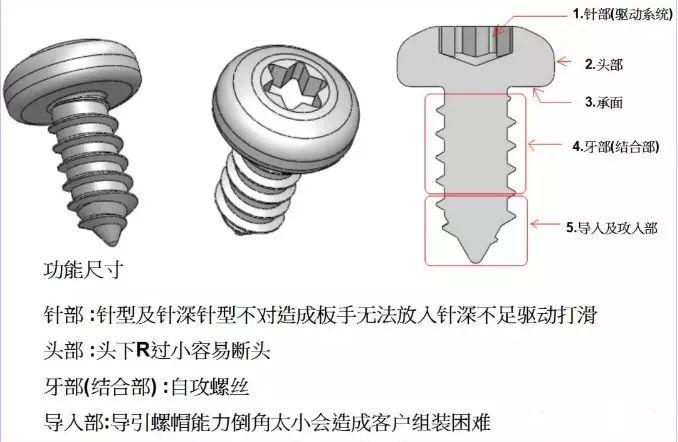
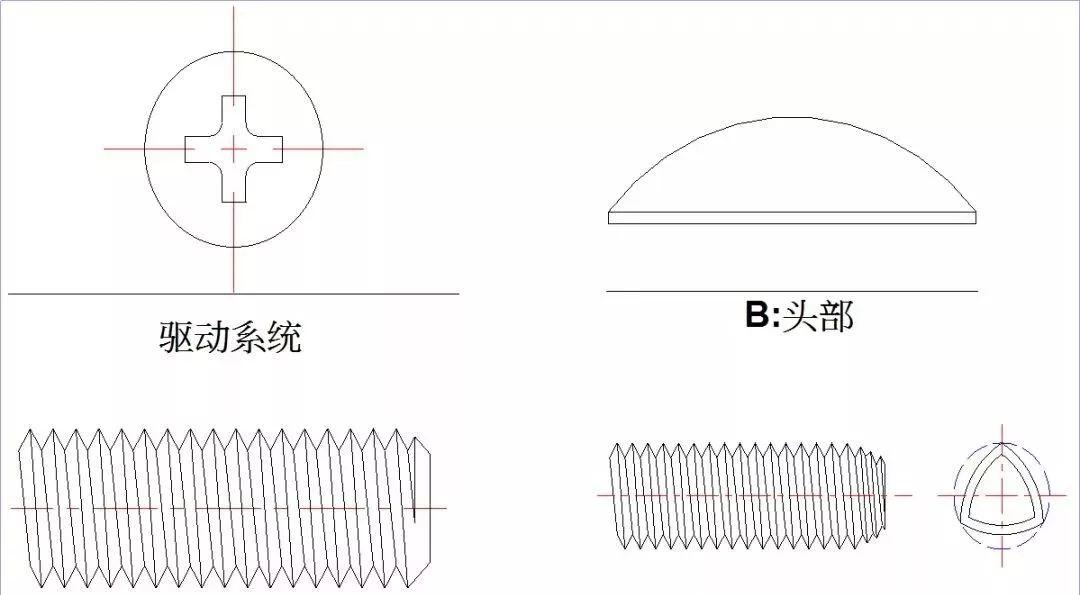
 螺丝头型
螺丝头型
 螺丝牙型
螺丝牙型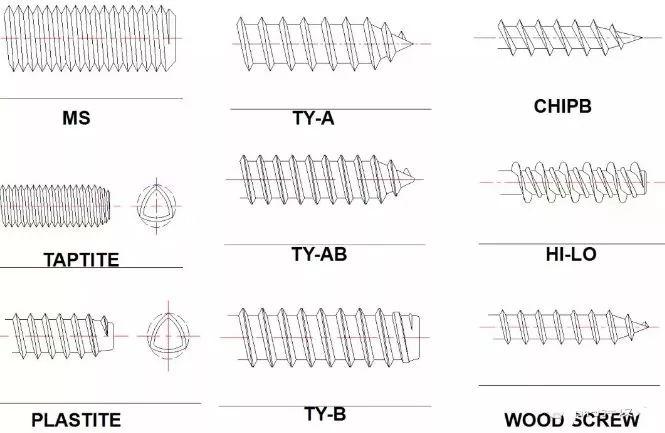

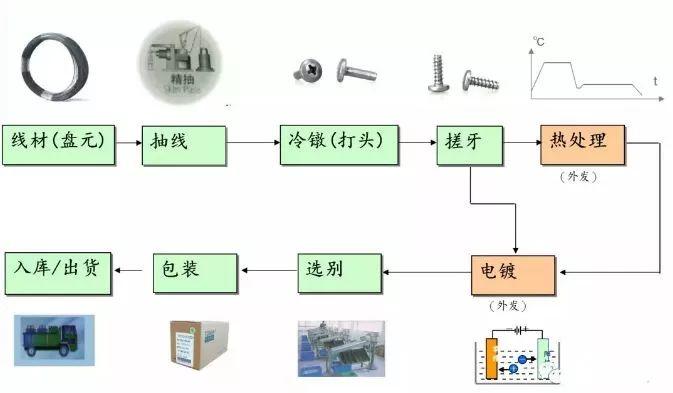
 盘元工序
盘元工序
 抽线工序
抽线工序
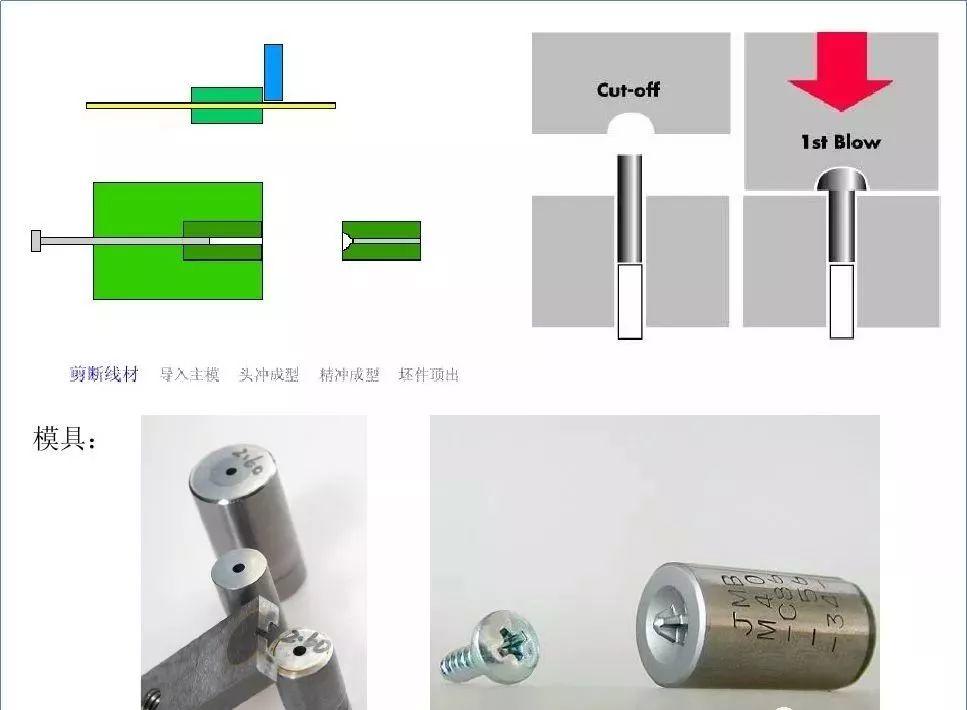
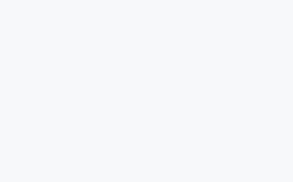 冷镦(打头)工序
冷镦(打头)工序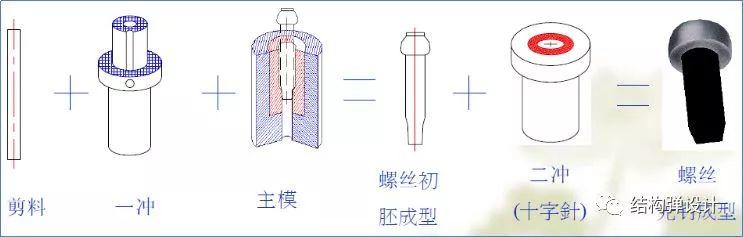
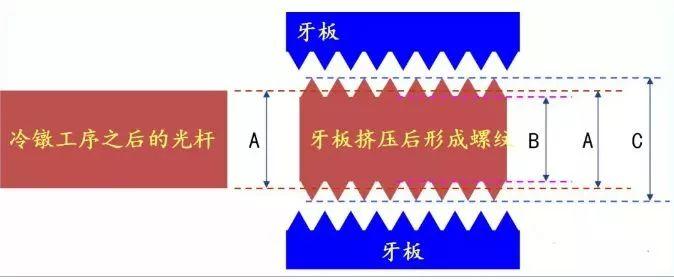
 搓牙工序
搓牙工序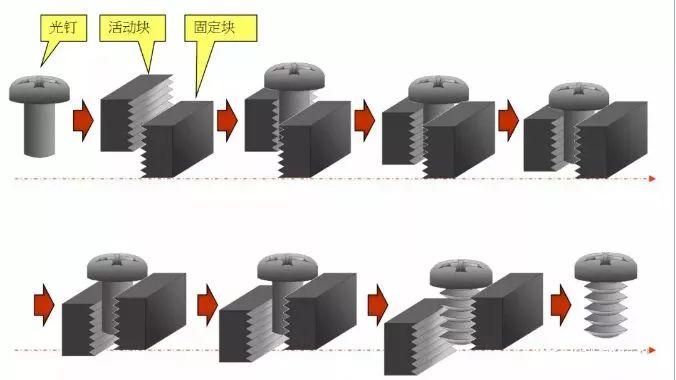


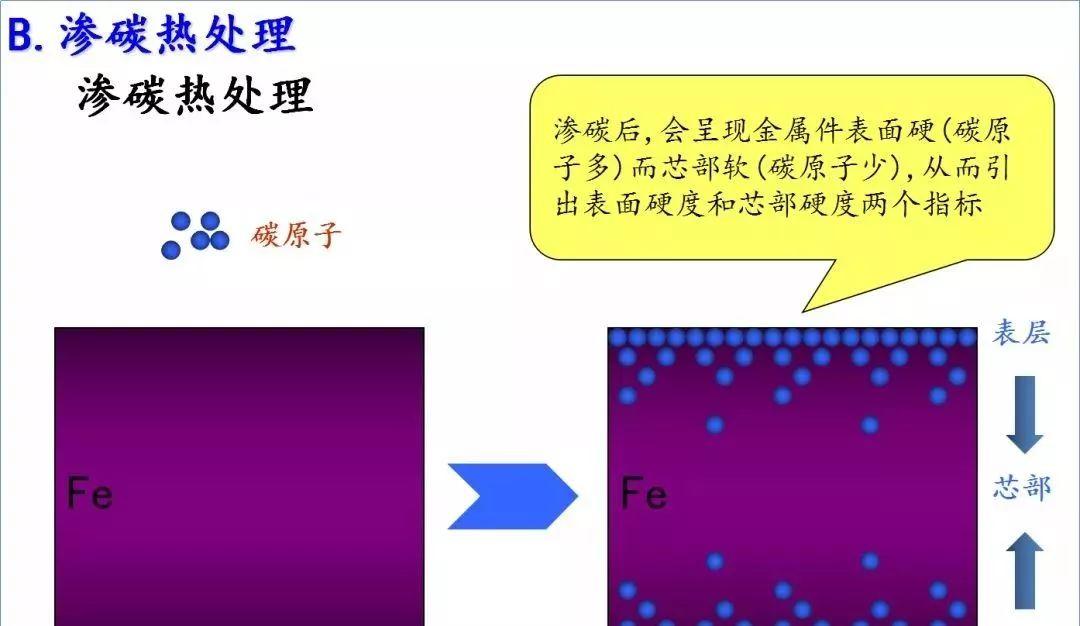
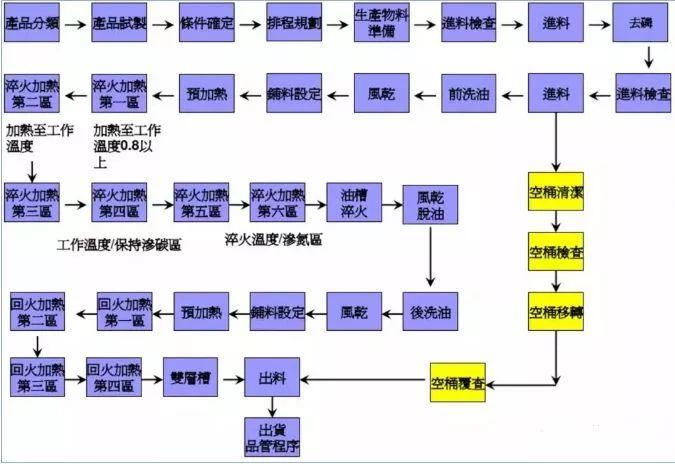
 热处理工序
热处理工序
 电镀工序
电镀工序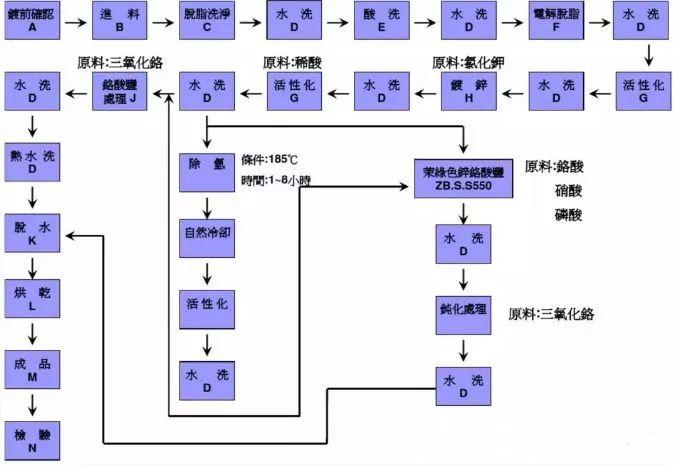


免责声明:本文系网络转载,版权归原作者所有。本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将根据您提供的证明材料确认版权并按国家标准支付稿酬或立即删除内容!本文内容为原作者观点,并不代表本公众号赞同其观点和对其真实性负责。


本篇文章来源于微信公众号:港口技术安全
声明:本站所有文章均来源于网络,如有侵犯您的合法权益请告知(wangzhe12588#gmail.com),将立即删除。
